- Panoramica
- Descrizione del prodotto
- Prodotti consigliati
Informazioni di Base.
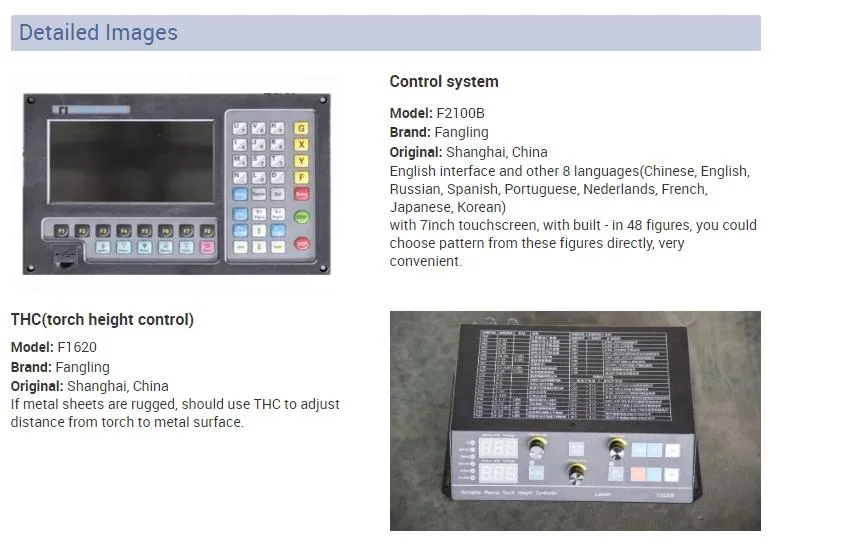
Model No.
F2100B
Materiale
Plastica
asse di controllo
leverismo a 2 assi (personalizzabile a 3 assi)
precisione del controllo
+/-0,001mm
intervallo di coordinate
+/- 99999,99 mm
impulsi massimi
200 kHz
velocità massima
15,000 mm/M
tensione di esercizio
ingresso di potenza cc +24v in corrente continua, potenza > 80w
temperatura di esercizio
-10ºc~+60ºc. umidità relativa, 0~95%.
Pacchetto di Trasporto
Export Packing
Specifiche
440*370*410mm
Marchio
TC
Origine
Wuxi
Codice SA
8537101901
Capacità di Produzione
50000PCS/Year
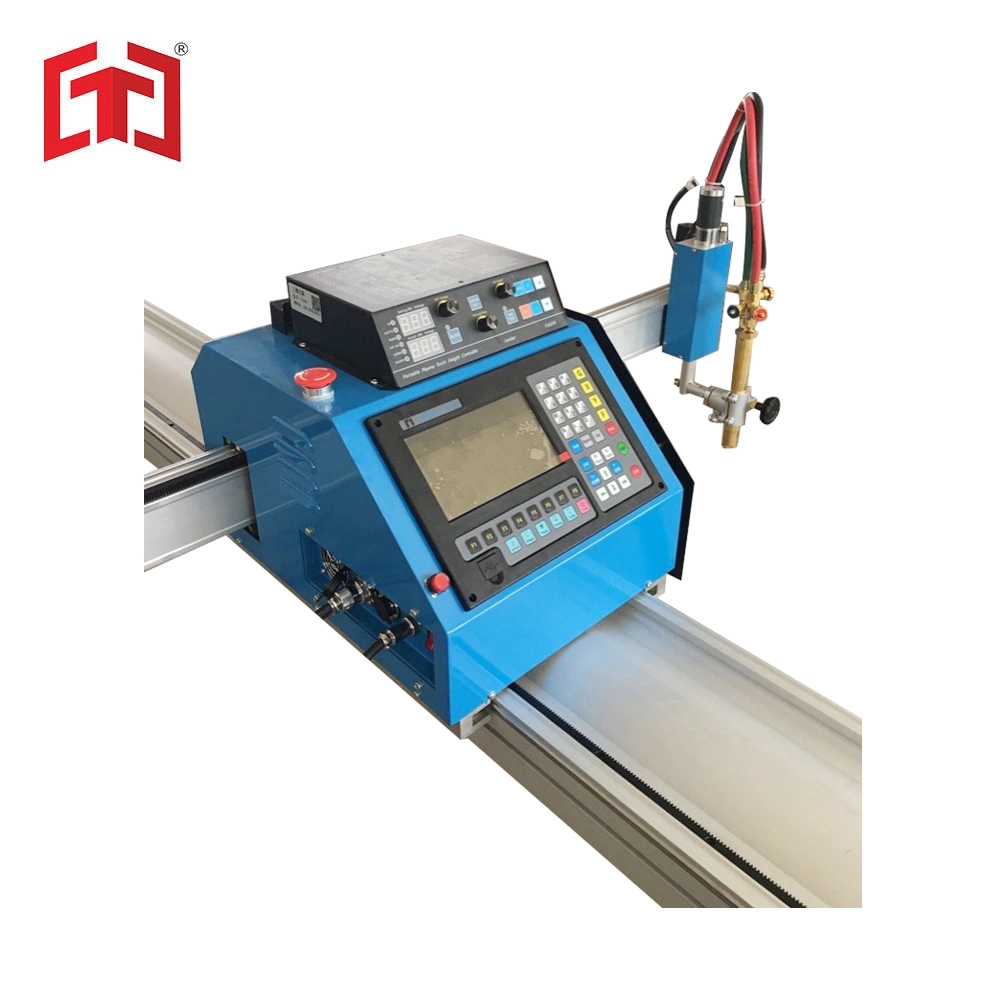
Descrizione del Prodotto
caratteristiche del sistema
L'aggiornamento del sistema adotta il metodo di aggiornamento su disco U, che è pratico e conveniente e fornisce un servizio di aggiornamento a vita
Backup dei parametri e ripristino dei parametri
Supporta ossigeno, plasma, polverizzazione e dimostrazione 4 modalità
I gas ossigeno e i/o al plasma sono controllati separatamente
L'ossigeno gassoso viene sollevato automaticamente, preriscaldamento a due stadi, perforazione a tre stadi
Feedback della pressione dell'arco plasma, feedback di posizionamento, regolazione automatica della pressione dell'arco chiuso
Il taglio del bordo di supporto, per una piastra in acciaio più spessa, può ridurre il tempo di preriscaldamento
A seconda dello spessore della piastra di acciaio, la velocità può essere limitata automaticamente in corrispondenza dell'angolo, evitando efficacemente la combustione eccessiva
Selezionare manualmente la linea di partenza o il punto di perforazione
Visualizzazione grafica di lavorazione dinamica/statica, zoom avanti/indietro della grafica, tracciamento dinamico dei punti di taglio negli stati ingranditi
Con spegnimento, funzione di memoria di protezione del punto di interruzione
La funzione di "taglio disassato" può evitare lo spreco della piastra causato da un calcolo errato della scarica
Può impostare diverse autorità di gestione e password corrispondenti, mantenere i diritti e gli interessi dei produttori di apparecchiature
Supporta la modalità P2P o BCD (8421) e la porta seriale RS232 telecomando modalità
Supporto della funzione laser point-to-point
Supporta la funzione di perforazione dinamica del plasma
Elaborazione di pezzi, tempo di esecuzione, tempi di perforazione e altre statistiche di informazioni
Backup dei parametri e ripristino dei parametri
Supporta ossigeno, plasma, polverizzazione e dimostrazione 4 modalità
I gas ossigeno e i/o al plasma sono controllati separatamente
L'ossigeno gassoso viene sollevato automaticamente, preriscaldamento a due stadi, perforazione a tre stadi
Feedback della pressione dell'arco plasma, feedback di posizionamento, regolazione automatica della pressione dell'arco chiuso
Il taglio del bordo di supporto, per una piastra in acciaio più spessa, può ridurre il tempo di preriscaldamento
A seconda dello spessore della piastra di acciaio, la velocità può essere limitata automaticamente in corrispondenza dell'angolo, evitando efficacemente la combustione eccessiva
Selezionare manualmente la linea di partenza o il punto di perforazione
Visualizzazione grafica di lavorazione dinamica/statica, zoom avanti/indietro della grafica, tracciamento dinamico dei punti di taglio negli stati ingranditi
Con spegnimento, funzione di memoria di protezione del punto di interruzione
La funzione di "taglio disassato" può evitare lo spreco della piastra causato da un calcolo errato della scarica
Può impostare diverse autorità di gestione e password corrispondenti, mantenere i diritti e gli interessi dei produttori di apparecchiature
Supporta la modalità P2P o BCD (8421) e la porta seriale RS232 telecomando modalità
Supporto della funzione laser point-to-point
Supporta la funzione di perforazione dinamica del plasma
Elaborazione di pezzi, tempo di esecuzione, tempi di perforazione e altre statistiche di informazioni
Indicatori tecnici
Numero di alberi di comando: Sollevatore a 2 assi (3 o 4 assi personalizzabili)
Precisione di controllo: più o meno 0,001mm
Intervallo di coordinate: più o meno 999,99 mm
Frequenza massima degli impulsi: 200 kHz; velocità massima: 15 m/min
Numero massimo di righe di programma: 80,000
Programma singolo massimo: 4 M.
Risoluzione temporale: 10 ms.
Alimentazione di lavoro del sistema: Ingresso alimentazione CC +24V DC, potenza superiore a 80W.
Condizioni di funzionamento del sistema: Temperatura da 10 ºC a + 60 ºC; umidità relativa da 0 a 95% non coagula
Tensione dell'arco di azionamento per aumentare la potenza massima del motore: 45 W. Se è necessaria una maggiore potenza, è possibile selezionare la capacità massima a 200 W.
Numero di alberi di comando: Sollevatore a 2 assi (3 o 4 assi personalizzabili)
Precisione di controllo: più o meno 0,001mm
Intervallo di coordinate: più o meno 999,99 mm
Frequenza massima degli impulsi: 200 kHz; velocità massima: 15 m/min
Numero massimo di righe di programma: 80,000
Programma singolo massimo: 4 M.
Risoluzione temporale: 10 ms.
Alimentazione di lavoro del sistema: Ingresso alimentazione CC +24V DC, potenza superiore a 80W.
Condizioni di funzionamento del sistema: Temperatura da 10 ºC a + 60 ºC; umidità relativa da 0 a 95% non coagula
Tensione dell'arco di azionamento per aumentare la potenza massima del motore: 45 W. Se è necessaria una maggiore potenza, è possibile selezionare la capacità massima a 200 W.